
僿僢僪柺尋丄擱從幒梕愊應掕丒埑弅斾妋掕
| 梕愊崌傢偣僨乕僞 | 侾斣婥摏 | 俀斣婥摏 | 俁斣婥摏 | 係斣婥摏 | 係婥摏崌寁 偺暯嬒梕愊 |
嵟戝偲嵟彫偺 梕愊嵎 |
| 偁傞掱搙梕愊傪崌傢偣偰 尋杹嶌嬈偟偨屻 |
俋侾丏侾們們 | 俋侽丏俋們們 | 俋侽丏俋們們 | 俋侾丏侽們們 | 俋侽丏俋俉們們 | 侽丏俀們們 |
 |
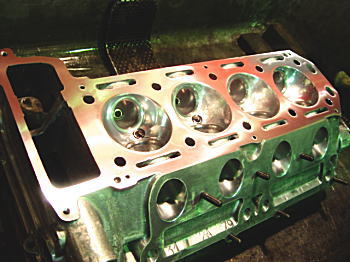
側偤丄擱從幒尋杹傪廔傢傜偣偰偐傜丄柺尋偵弌偝側偐偭偨偐丠偲偄偆偲丄柺尋屻偵丄梕愊偵僶儔僣僉偑弌偰偐傜偱偼丄帪娫偺儘僗偩偐傜偱偡丅 僶儔僣僉偑弌偰傕俷俲側傜峔偄傑偣傫偗偳丅 嵍夋憸偼僿僢僪偲僈僗働僢僩愙抧柺偺傾僢僾偱偡丅 僈僗働僢僩柺傪娤嶡偡傞偲丄埲慜偐傜彎偑晅偄偰偄傑偟偨丅 偙偺彎偺怺偝傪應掕偟偰傕傜偭偨傜丄侽丏俀俆倣倣偁傝傑偟偨丅 |
||||||||||||||||||||||||||||||||||||
 |
偙偪傜偼丄暿偺彎偱偡丅 儕儏乕僞乕偱恘偑旘傫偱彎偮偗傜傟偨傛偆側彎偱偡偹(-_-;) 嵍偺栴報偑堦斣彎偑怺偄傕偺偱丄侽丏俀俈倣倣偁傝傑偟偨丅 塃偼丄侽丏俀俇倣倣丅丅丅丅 偙偺偙偲傕偁偭偰丄廋惓柺尋検偼丄侽丏俁倣倣偼偡傞両偮傕傝偱偟偨丅 偲偙傠偑丄僺僗僩儞偺審側偳偄傠偄傠偁傝丅丅丅 嵟廔揑偵崱夞偼丄柺尋検侽丏俆倣倣偱偍婅偄偟偰偄傑偡丅 |
||||||||||||||||||||||||||||||||||||
 |
僼儔僀僗斦偵僿僢僪傪僙僢僩偟傑偡丅 僇儉僇僶乕愙抧柺傪儗儀儖偲偟偰丄僿僢僪柺偺偨傢傒傗僱僕儕傪應掕偟傑偡丅 岾偄丄僇儉僇僶乕懁柺偼丄栤戣偁傝傑偣傫偱偟偨丅 僇儉僇僶乕懁偵僱僕儕偑偁傞応崌偼丄僈僗働僢僩柺偐傜僆僀儖偑楻傟傞尨場偵傕側傝傑偡偹丅 夋憸偺僟僀儎儖僎乕僕僙僢僩揰傪乽侽乿婎弨偵偟偰丄愙抧柺傪應掕偟偰傒傑偡丅 |
||||||||||||||||||||||||||||||||||||
 |
仸僇儉僇僶乕愙抧柺傪儗儀儖偲偟偰丄僼儘儞僩拞怱揰傪乽侽乿婎弨揰偲偟偰應掕偟偨丅 |
||||||||||||||||||||||||||||||||||||
| 崌寁丄侽婎弨偱侾俈揰應掕偟偰偄傑偡丅 寢榑偐傜尵偄傑偟傚偆両両両僆乕僶乕僸乕僩偟偰丄僿僢僪偑偨傢傒丄僱僕儕傪婲偙偟偰偄傑偡丅 乽僆乕僶乕僸乕僩偝偣傑偟偨丠乿偲暦偐傟丅丅丅乽巹偼丄幵傪攦偭偰堦夞傕僆乕僶乕僸乕僩偝偣偰偄傑偣傫両乿 乽偦偆側傞偲丄慜偺僆乕僫乕偱偡偹偉乣乿丂丂丂乽僈乕乕乕儞乿(*_*) 僿僢僪偺崅偝乮栺侾侾侾丏俋倣倣乯偐傜偟偰丄堦夞傕柺尋偝傟偰偄側偄傒偨偄偱偡傛乣丅 乽偩偲偡傞偲丄僆乕僶乕僸乕僩偝偣偨屻偵丄僈僗働僢僩岎姺偖傜偄偱偛傑偐偟偰慻傒晅偗偨壜擻惈偑偁傝傑偡偹乣乿 偝傜偵丄乽僈乕乕乕乕儞乿(>_<) 偲偄偆傛偆側丄夛榖偺偁偲丄柺尋検傪偳偆偡傞偐丠丠堦斣崅偄強偐傜丄侽丏俆倣倣偐丠堦斣掅偄強偐傜侽丏俆倣倣偐丠 摉慠丄偙偺偨傢傒偺悢抣偼丄彮偟偼丄擱從幒梕愊應掕帪偺梕検偵塭嬁傪梌偊偰偄傞偼偢偱偡丅 侾斣偲俀斣婥摏偺娫偺恀傫拞偑堦斣掅偔側偭偰偄傑偡丅乮俈應掕揰乯 擸傫偩寢壥丄堦斣掅偄晹暘傪乽侽乿偲偟偰丄偦偙偐傜丄侽丏俆倣倣柺尋偡傞偙偲偱偍婅偄偟傑偟偨丅乮俈斣偺應掕揰乯 偦偆側傞偲丄堦斣崅偄丄侾斣偺應掕揰偱偼丄侽丏侽俇亄侽丏侾侾亄侽丏俆侽亖侽丏俇俈倣倣柺尋偟偨偙偲偵側傝傑偡偑丄幚嵺偼丄應掕揰偲偟偰廳梫側応強偼丄俁丆俈丆侾侽丆侾俁丆侾俇偺抧揰偱偡丅偦偆側傞偲丄應掕揰俁斣丄侾俇斣偑懡傔偵柺尋偡傞偙偲偵側傝丄擱從幒梕愊傪偩偄偨偄偱丄崌傢偣偰偒偨偺偱偡偑丄挌搙丄侾斣偲係斣偼丄梕愊偑戝偒偄偺偱搒崌偑偄偄偺偱偡丅 偦偺偙偲傪摜傑偊偰丄柺尋偑巒傑傝傑偡両両両 仸柺尋偺屻偱丄嬀柺巇忋偘偟傑偡偺偱丄僿僢僪懁梕愊偼憹偊傞偺偱丄埑弅斾偼偦傫側偵戝偒偔側傝傑偣傫丅 偦傟偵偟偰傕丄侽丏侾倣倣偺偨傢傒偑偁傞偲偼両両両梊掕奜丅丅丅慜偺僆乕僫乕丄惍旛巑偍偦傞傋偟丅丅 |
|||||||||||||||||||||||||||||||||||||
 |
僥乕僽儖偑堏摦偟偰丄柺尋偑巒傑傝傑偡丅 侽丏俆倣倣偱偡偺偱丄俁夞偵暘偗偰柺尋偝傟傑偟偨丅 侾夞栚偼丄侽丏俀侽倣倣丅偙偺帪揰偱丄僿僢僪僈僗働僢僩柺偺彎偑偳傟偩偗愺偔側偭偰偄傞偐傪妋擣偟偰偄傑偡丅 俀夞栚偼丄侽丏俀俆倣倣丅偙傟偱丄鉟楉偵柺尋偝傟偰偄傑偡丅 偦偟偰丄嵟廔巇忋偘偼丄侽丏侽俆倣倣丅 |
||||||||||||||||||||||||||||||||||||
 |
柺尋偑廔傢偭偰丄愻忩屻偱偡丅 僿僢僪僈僗働僢僩柺偺巇忋偑傝偵丄傑偢姶摦両両 偦傟偱傕丄巇忋偘柺傪彮偟峳栚偱偍婅偄偟偰偄傑偡丅 僈僗働僢僩偑儊僞儖僈僗働僢僩側傜丄僺僇僺僇偺嬀柺偺傛偆側巇忋偘偵偡傞偺偩偦偆偱偡偑丄巹偼丄僲乕儅儖僈僗働僢僩偱偡偺偱丄彮偟偩偗慹傔偑偄偄丅偲偄偆偙偲傪曌嫮偟偰偄偰丄撪擱婡壆偝傫傕擺摼偺忋偱偺巇忋偘偱偡丅 |
||||||||||||||||||||||||||||||||||||
 |
尋杹柺偺傾僢僾偱偡両両 鉟楉偱偡偹乣乣丅(^^) 偨偩偟丄傕偲傕偲偺丄拻宆偺偛偔彫偝側乽僗乿偑尒偊偨傝偡傞偲偙傠傕偁傝傑偟偨丅 偱偡偑丄側傫傕栤戣偁傝傑偣傫両両両 |
||||||||||||||||||||||||||||||||||||
 |
柺尋屻偼丄悈寠偺傆偪丄僆僀儖寠偺傆偪丄偺柺庢傝張棟偑偟偰偁傞偺偼尵偆傑偱傕偁傝傑偣傫両 僿僢僪僈僗働僢僩柺偺奜廃偼丄拞怱偐傜丄奜曽岦偵岦偗偰嬌彫偝偔柺庢傝張棟傪偟偰偁傝傑偡丅 柺尋偺昞柺偼丄擑怓偵婸偒傑偡両両両両 偙偺帪揰偱偼丄擱從幒偺嵟廔嬀柺尋杹偼廔傢偭偰偄傑偣傫丅 |
||||||||||||||||||||||||||||||||||||
偦偟偰帩偪婣傝丄憗懍丄柺尋杹捈屻偺僿僢僪懁梕愊傪應掕偟偰傒傑偡丅
偳偆偣丄嬀柺巇忋偘偡傞偺偱偡偗偳丄崱偺帪揰側傜 埑弅斾偼偄偔偮偐側乣乣丠側傫偰丅丅丅(^^) 俋丏俈俆丗侾偵側傝傑偟偨丅乮徫乯 |
|||||||||||||||||||||||||||||||||||||
 |
偱偼丄嵟屻偺嬀柺巇忋偘偱偡偹両 摉弶偐傜丄堦斣婥摏偑堦斣梕愊偑戝偒偐偭偨偺偱丄埲慜偺嬀柺慹巇忋偘偺傑傑偱偟偨丅 庡偵丄俀斣丄俁斣婥摏傪尋杹偟偰偄傑偡偺偱丄偦偺晹暘傪廳揰揑尋杹偟偰偄偒傑偡丅 堦搙丄柺尋偟偨傜丄偤偭偨偄彎晅偗傞栿偵偼偄偒傑偣傫偹両 偱偡偐傜丄屆偄僈僗働僢僩偱曐岇偟丄僆僀儖寠偵娚傔偺儃儖僩傪擖傟偰僘儗側偄傛偆偵偟偰丄擱從幒偺傒傪尋杹偟偰偄偒傑偡丅 傕偪傠傫丄僔乕僩儕儞僌傪彎偮偗傞偙偲傪旔偗傞偨傔偵丄尋杹梡偺曐岇僶儖僽傪憰拝偟偰偄傞偙偲傕捛婰偟偰偍偒傑偡丅 |
||||||||||||||||||||||||||||||||||||
 |
擱從幒偺嬀柺巇忋偘偑廔傢偭偰偄傑偡両両両 忋偺夋憸偐傜丄偙偺夋憸偵堏傞傑偱偵丄俈帪娫偼夁偓偰偄傑偡丅乮徫乯 儁乕僷乕偺侾俀侽斣偐傜丄俀係侽斣丄俁俀侽斣丄係侽侽斣丄俇侽侽斣丄俉侽侽斣丄侾侽侽侽斣丄侾俀侽侽斣丄侾俆侽侽斣丄俀侽侽侽斣丅 偦偺屻丄幉晅偒僼僃儖僩僶僽偲惵朹偱巇忋偘偰丄峏偵丄僺僇乕儖偱庤嶌嬈偱杹偄偰廔椆偱偡丅 偍側偠傒偺岺掱偱偡丅(^_^;) |
||||||||||||||||||||||||||||||||||||
 |
僾儔僌儂乕儖偺廃曈偱偡丅 尒帠側丄僸乕僩僶儕傾壛岺偱偡丅丅丅帺屓枮懌丠丠乮徫乯 |
||||||||||||||||||||||||||||||||||||
 |
侾斣丄係斣偺宍忬傛傝傕丄廋惓尋杹偟偨丄俀斣俁斣偺曽偑擱從岠棪偺椙偝偦偆側宍忬偵側偭偨婥偑偟偰偄傑偡偗偳丅丅丅 偙傟偵偮偄偰傕丄幚嵺偼丄偳偆側傞偙偲傗傜丅丅丅丅(^_^;) 偳偆偣丄偡偖恀偭崟偵側傝丄僇乕儃儞傕晅拝偡傞丅偭偰暘偐偭偰偄傞偺偵嬀柺巇忋偘偵偟偰偟傑偆傫偱偡傛偹乣乣乣丅乮昦婥乯 |
||||||||||||||||||||||||||||||||||||
偝偰丄嬀柺巇忋偘偑廔傢傝傑偟偨乣乣乣丅偡偱偵丄擔晅偼曄傢偭偰偄傞帪娫丅丅丅丅(^^;)
偦偺傑傑丄嵟屻偺擱從幒梕愊應掕偵堏傝傑偡両両両
嵟屻偺嬀柺巇忋偘偱丄偳傟偩偗尋杹偟偰丄偳傟偩偗梕愊偑憹偊偰偄傞偺偐丠丠
偦傟傪抦傞傑偱偼丄怮傟傑偣傫丅乮徫乯
| 侾斣婥摏 | 俀斣婥摏 | 俁斣婥摏 | 係斣婥摏 | 係婥摏偺暯嬒梕愊 | 嵟戝偲嵟彫偺梕愊嵎 |
| 俉俉丏侾們們 | 俉俉丏侽們們 | 俉俉丏侽們們 | 俉俈丏俋們們 | 俉俉丏侽們們 | 侽丏俀們們 |
| 梕愊僨乕僞 | 侾斣婥摏 | 俀斣婥摏 | 俁斣婥摏 | 係斣婥摏 | 係婥摏崌寁 偺暯嬒梕愊 |
嵟戝偲嵟彫偺 梕愊嵎 |
| 嬀柺巇忋偘屻偺 嵟廔僿僢僪懁梕愊應掕 |
俉俉丏侾侽們們 | 俉俉丏侽侽們們 | 俉俉丏侽侽們們 | 俉俈丏俋侽們們 | 俉俉丏侽侽們們 | 侽丏俀們們 |
| 僈僗働僢僩梕愊 | 俈丏俋俉們們 | 俈丏俋俉們們 | 俈丏俋俉們們 | 俈丏俋俉們們 | 俈丏俋俉們們 | 寁嶼抣 |
| 僺僗僩儞僩僢僾懁 梕愊應掕 |
俁俋丏俇侾們們 | 俁俋丏俆侾們們 | 俁俋丏俆侾們們 | 俁俋丏俆侾們們 | 俁俋丏俆俁們們 | 侽丏侾們們 |
| 擱從幒梕愊 | 俆俇丏係俈們們 | 俆俇丏係俈們們 | 俆俇丏係俈們們 | 俆俇丏俁俈們們 | 俆俇丏係俆們們 | 侽丏侾們們 |
| 埑弅斾 | 俋丏俇俉 | 俋丏俇俉 | 俋丏俇俉 | 俋丏俈侽 | 俋丏俇俉 | 侽丏侽俀 |
偮偄偱嶌嬈偱偡丅
 |
僄儞僕儞傪崀傠偟偨偮偄偱偵丄儈僢僔儑儞傕崀傠偟偰偄傑偡偺偱丄鉟楉偵愻忩偟傑偟偨丅 偲尵偭偰傕丄奜懁偩偗偱偡傛両両(^^) 愻忩塼偑擖傜側偄傛偆偵丄僔僼僩晹暘偼丄儊僋儔偟偰嶌嬈偟偰偄傑偡丅 儈僢僔儑儞偼埲慜乽俽俼俽偝傫乿偱俷俫偟偰偁傝丄枹偩偵栤戣偁傝傑偣傫偺偱丄尒偨栚偩偗偒傟偄偵偟傑偟偨丅 |
 |
儈僢僔儑儞儅僂儞僩偑僿僞偭偰偄偰丄偢乣乣偲婥偵側偭偰偄傑偟偨丅崱夞偼丄嶌嬈惈揑偵傕偄偄婡夛側偺偱丄儅僂儞僩傪岎姺偟傑偟偨丅壓偑怴偟偔擖傟傞丄俧俿俙梡丠(^^;)偺嫮壔昳偱偡両 峏偵丄嫮壔偡傞応崌偼丄嵍塃曽岦偵尒偊傞娵偄寠偵傾儖儈僾儔僌傪憓擖偟偰丄憱峴帪偺慜屻曽岦偺梙傟傪偝傜偵丄嫮壔偡傞偙偲偑偱偒傞傛偆偱偡偑丄巹偺応崌偼丄偦偙傑偱嫮壔偟側偄偱岎姺偺傒偲偟傑偟偨丅僾儔僌傪擖傟側偄偱傕丄廩暘峝偦偆偱偡丅 僾儗僗偱敳偄偰丄埑擖偡傞偙偲偵側傝傑偡丅 偙偺嫮壔偲鎼偭偰傞弶婜暔偼嫀擭偺崱崰儕僾儘偝傟偨傜偟偔丄偦傟傑偱偁傑傝庤偵擖傜側偐偭偨偺偱丄朰傟傜傟偰傞宍忬偲偐丅1.6僨儏僄僢僩僗僷僀僟乕側偳傕丄偙傟偩偦偆偱偡丅 堦帪偼側偐側偐庤偵擖傜偢丄僆僼僙僢僩宆偺弮惓乮岎姺慜偺傕偺乯偱懨嫤偟偰偨曽傕偄傞傒偨偄偱偡偹丅 |
 |
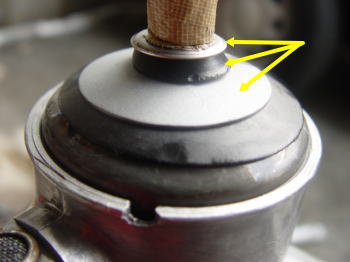
敳偒廔傢偭偨屆偄儈僢僔儑儞儅僂儞僩偱偡丅 嵍塃偺栴報晹暘偺僑儉偑儃僒儃僒忬懺偱丄偄偮愗傟偰傕偍偐偟偔側偄傛偆側忬懺偱偟偨丅 僙儞僞乕僺儞偺埵抲偼丄儈僢僔儑儞偺廳検傪庴偗巭傔偰僙儞僞乕傛傝偵堏摦偡傞偨傔丄弮惓昳偼偐側傝丄僑儉偑廮傔偵側偭偰偄傑偡偹丅偱偡偑丄昗弨埵抲傛傝傕丄峏偵壓偑偭偰偄傞傛偆偱偡丅乮夋憸偼丄忋壓偑媡偵側傝傑偡乯 |
 |
儀儖僴僂僕儞僌撪傕鉟楉偵愻忩偟丄怴偨偵僌儕僗傾僢僾億僀儞僩偵曗廩偟偰偍偒傑偡丅 僋儔僢僠僼僅乕僋偺棤偵丄僌儕僗僔乕儖乮僾儔僗僠僢僋偺偍嶮乯偑偁傝傑偡偑丄偦偺晹暘偵偼丄傛乣乣偔僌儕僗傾僢僾偟偰偍偒傑偡丅 斀懳懁偺儗儕乕僘僔儕儞僟乕偺僾僢僔儏儘僢僪偲偺愙抧柺懁傕僌儕僗傪傾僢僾傪朰傟偢偵丅 僌儕僗偼丄擇棸壔儌儕僽僨儞僌儕僗傪巊梡偟傑偟偨丅 |
 |
儗儕乕僘儀傾儕儞僌偼丄崱夞怴昳偵岎姺偟偰偄傑偡丅 儗儕乕僘僼僅乕僋偺壜摦忬懺傪嵶晹傑偱妋擣偟偰偍偒傑偡丅 儗儕乕僘儀傾儕儞僌撪傕傛偔丄僌儕僗傾僢僾偟傑偡丅 摦偒偑僗儉乕僘偱偁傞偐傪妋擣偟偰偍偒傑偟傚偆丅 僋儔僢僠僼僅乕僋偲儗儕乕僘儀傾儕儞僌傪屌掕偡傞丄俀偮偺傾乕儉乮恓嬥忬偵尒偊傞暔乯傕憰拝岦偒傪娫堘偊側偄傛偆偵夋憸傪傛偔尒偰敾抐偟偰偔偩偝偄丅 |
 |
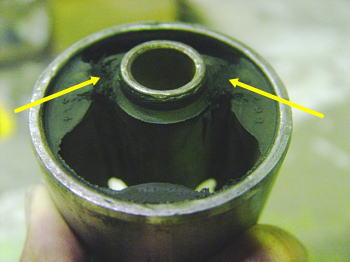
栴報俁偮傪崱夞憰拝偟偰偄傑偡丅 偙偺俁揰僙僢僩偑柍偄忬懺偱丄憱偭偰偄傞僕儏儕傾偑懡偄傛偆偱偡丅偙傟偑柍偄偲丄僼儘傾傗抧柺偵僆僀儖偑燌傒傑偡丅 巹偺僕儏儕傾傕偦偺堦戜偩偭偨傝偟偰丅丅丅(^_^;) 拞娫偺僑儉僔乕儖偑摿偵廳梫偱偡偹丅僔僼僩儗僶乕偱墴偟偮偗傜傟傞忬懺偱丄屌掕偝傟傞偨傔挿婜巊梡帪偼丄偙偺僑儉偑偳傫偳傫楎壔偟偰丄帺慠偵愗傟偰柍偔側傝丄寗娫偑偱偒偰僆僀儖偑楻傟傞偙偲偑尨場偱偡丅 弮惓昳偑柍偔偰傕丄儂乕儉僙儞僞乕偱戙梡偟偰偱傕懳墳偟偨偄晹暘偱偡偹両両両 偍嶮忬偺僾儗乕僩偼儈僢僔儑儞僆僀儖偺晅拝偱弫妸偟偰妸傝丄僔僼僩僠僃儞僕偺朩偘偵側傜側偄掱搙偱丄僑儉偺晹暘偑墴偟偮偗偰偄傞丄愨柇側挘傝嬶崌偱偡両両 娙扨偱偡偺偱丄弶怱幰偺曽偱傕嶌嬈偱偒傞偲巚偄傑偡丅 仸偨偩偟丄庢傝奜偟偨僫僢僩椶傪愨懳儈僢僔儑儞撪偵棊偲偟偨傝偟側偄傛偆偵嵶怱偺拲堄傪偟偰偔偩偝偄両両両 |
僿僢僪偑巇忋偑傝傑偟偨丅
撪擱壛岺傕堦捠傝廔椆偱偡丅
屻偼丄僿僢僪傪慻傒晅偗偰偄偒傑偡丅偦偺帪偵妋幚偵崌傢偣偰偄偒偨偄晹暘両両両
僞儁僢僩僋儕傾儔儞僗偱偡両両
懸偪偵懸偭偨丄撲偺僶儖僽僗僥儉僔乕儖偺惓懱傕柧傜偐偵側傝傑偡丅乮傑偭偰側偄丠丠(^^;)
傑偩傑偩丄巹偺偙偩傢傝偼丄嵟屻傑偱懕偄偰峴偔偺偱偡両両両
嵟屻偵丄寢壥傪弌偡偨傔偵丒丒丒丒丒丒丒丒丒丒丒丒丒丅