
媧婥丄攔婥億乕僩應掕偍傛傃丄宍忬妋擣
巹偑峫偊偵峫偊偨峫嶡傪楍婰偟傑偡丅
偄傠傫側丄嶨帍丄愱栧彂丄傾僪僶僀僗傪尦偵帺暘側傝偺寢榑傪弌偟傑偟偨丅
偁偔傑偱傕丄巹偺庡娤偱偁傝丄幚嵺偺恀幚偲偼堎側傞壜擻惈傪帩偭偰偄傑偡丅
傛偭偰丄傕偟嶌嬈傪偝傟傞偨傔偺帒椏偲偟偰嶲峫偵偝傟傞応崌偼丄帺暘偱
嵞搙丄専摙偝傟傞偙偲傪嫮偔悇彠偟傑偡丅
傑偢丄媧擖偝偣傞偨傔偵偼丄攔婥傪峫偊傞昁梫偑偁傞丅
懡偔偺崿崌婥傪擖傟傞偨傔偵壗傪偡傞偐傪峫偊傑偟偨丅
擱從幒偱敋敪偝傟偨巆棷僈僗傪偄偐偵岠棪傛偔丄揻偒偩偟偰怴婥傪庢傝擖傟傞偐丅
岅傝弌偡偲丄偳傟偩偗偺帪娫偑偄傞偱偟傚偆偹丅(^^;)姷惈媧婥偲姷惈攔婥丅偙傟傪峫偊傑偡丅
偦偺偨傔偵偼丄攔婥娗挿偺愝掕傗丄僶儖僽僞僀儈儞僌偵傛傞僆乕僶乕儔僢僾傕枾愙偵
娭傢偭偰偔傞偺偱偡偑丄偄傠傫側愝掕傪偟偰丄僨乕僞偼庢傟傑偣傫偐傜偦偆偄偆強偼丄抦幆偱寢榑傪
晅偗側偄偲愭偵恑傔傑偣傫丅
愭偵徻偟偔榖偟偟偰傕丄撉傫偱傕傜偄偊側偄偱偟傚偆偐傜丄偄偮傕偺傛偆偵嶌嬈偟側偑傜
夝愢偟偰偄偒偨偄偲巚偄傑偡丅(^_^;)
 |
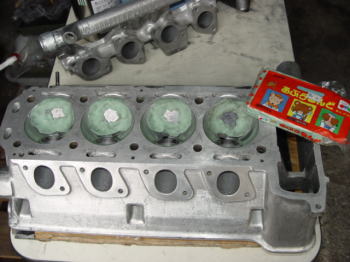
傑偢偼丄崱偺尰忬傪娤嶡偟偨偄偲巚偄傑偡丅 尒偨偩偗偱傕娤嶡偱偒傞偺偱偡偑丄偲傝偁偊偢偙偆偄偆僠儏乕僯儞僌傗俷俫偱傛偔偁傞丄傗傝曽乽僔儕僐儞偵傛傞億乕僩宍忬妋擣乿傪傗偭偰偄偒傑偟傚偆両 僀儞僥乕僋懁偐傜嶌嬈偟偰偄偒傑偡丅 偲傝偁偊偢丄億乕僩偺拞傪偒傟偄偵扙帀偟偰丄墭傟傪庢傝彍偒傑偟傚偆丅丒丒丒偭偰丅 偳偙偵墭傟偑偁傞偺丠丠丠偭偰偄偆偖傜偄偒傟偄偱偡丅乮徫乯 |
 |
俀侽侽侽偺僀儞僥乕僋偺僈僀僪宎偼丄僲乕儅儖偱係係倣倣偱偡丅 夋憸偼偁傝傑偣傫偑丄僶儖僽僈僀僪偺寠偵僙儘僴儞僥乕僾傪揬傝丄寠傪杊偓傑偡丅偒傟偄偵扙帀偟偰偄側偄偲攳偑傟傞尨場偵側傝傑偡丅 偦偺屻丄儕儞僌宎偵崌傢偣偰丄墫價僔乕僩乮岤傒侽丏俆倣倣乯傪墌偵僇僢僩偟偰丄僔乕僩儕儞僌偵僙僢僩偟傑偡丅 岤傒偺岤偄傕偺偩偲丄墌偵僇僢僩偡傞偺偑戝曄偱偡傛丅 僔乕僩偵偼丄昞柺曐岇偺偨傔丄敄偄價僯乕儖偑椉懁偵晅偄偰偄傑偡偑丄僔儕僐儞偐傜攳偑偡偲偒偵丄偪傚偆偳偄偄偺偱丄晅偗偨傑傑僙僢僩偟偰偄傑偡丅 夋憸偼丄偁傝傑偣傫偑丄僾儔僌寠傕僙儘僴儞僥乕僾偱嵡偄偩傎偆偑偄偄偱偡丅墫價僔乕僩偺忋偐傜傕僙儘僴儞僥乕僾偱屌掕偟偰偦偺忋偐傜桘擲搚偱屌掕偝偣偰偄偒傑偡丅 傕偪傠傫丄屄恖偺傗傝曽偱岺晇偟偰偔偩偝偄丅 |
 |
偙偺傛偆偵丄係僇強偲傕廔傢傝傑偟偨丅 桘擲搚偼丄僶儖僽儕僙僗壛岺丄妋擣梡偵弨旛偟偰偁偭偨傕偺傪棙梡偟傑偟偨丅 |
 |
愝抲偡傞戜傕悈暯乮儗儀儖乯偵偟傑偡丅 僀儞儅僯傪僿僢僪偲崌懱偝偣偰丄僀儞儅僯偺堦斣忋偑丄悈暯偵側傞傛偆偵僿僢僪傪屌掕偝偣傑偡丅 儁儞宆偺婥朅娗傪僙僢僩偟偰廲墶曽岦偱儗儀儖偵側傞傛偆偵妋擣偟傑偡丅 偦偆偟側偄偲丄僔儕僐乕儞傪忋晹傑偱擖傟偨偲偒偵塼柺偑幬傔偵孹偄偨傑傑峝壔偟偰偟傑偆偐傜偱偡丅 |
 |
偄偔偮偐偁傞拞偱丄巹偑慖傫偩偺偼丄斾妑揑埨偔丄偁傞掱搙寴傔偵惍宍偱偒傞丅偲偄偆偙偲偱丄俧俤搶幣僔儕僐乕儞偺僔儘僾儗儞俼俿倁亅俀俲偲偄偆傕偺偱偡丅侾倠倗偱俀俉侽侽墌慜屻偖傜偄偱偡丅 偳傟偖傜偄昁梫偵側傞偐丠専摙偑偮偒傑偣傫偑偲傝偁偊偢丄俀倠倗峸擖偟傑偟偨丅 幚嵺偼丄堦夞傕幐攕乮屌掕偑奜傟偰棳弌側偳乯偟側偐偭偨傜丄侾丏俆倠倗偁傟偽廩暘偩偲巚偄傑偡丅乮僀儞儅僯丄僄僉儅僯椉曽偱乯 |
 |
弨旛偑弌棃偨傜丄僀儞儅僯偲億乕僩偺撪懁偵攳棧嵻偲偟偰丄僔儕僐乕儞僗僾儗乕傪偟偰偍偒傑偡丅 朰傟傞偲丄偐側傝戝曄偐傕両両(^^;) 偦偺屻丄梕婍偺拞偵僔儕僐乕儞偲峝壔嵻傪揔検擖傟偰傛偔偐偒崿偤偨傕偺傪弨旛偟偰棳偟崬傒傑偡丅 偦偺偲偒丄梕婍偺抂偐傜丄妱傝敘側偳傪揧偊偰丄擖傟傞傛偆偵偟偨傜丄偆傑偔擖傞偲巚偄傑偡丅 |
 |
晅偗壛偊偲偟偰丄曗懌両両傕偆抶偄偐乣乣乣両両乮徫乯 僀儞儅僯偺侾斣偺懁柺偵僄傾庢傝擖傟偺僾儔僌寠偑偁傝傑偡両 偦傟偲丄係斣懁偵傕僽儗乕僉僒乕儃傊偺晧埑梡偲偟偰僾儔僌寠偑偁傝傑偡偺偱丄椉曽偲傕撪懁偐傜僙儘僴儞僥乕僾偱屌掕偟偰偍偒傑偡丅 巹偼丄擲搚偱愷傪偟傑偟偨偺偱丄偦偺屻偺愻忩偑戝曄偱偟偨丅乮徫乯 偙偺忬懺偱侾俀帪娫屻偵峝壔姰椆偱偡丅 嶌嬈揑偵偼丄梉曽偵棳偟崬傒偟偰丄師偺挬偵偼丄峝壔姰椆偭偰偄偆偺偑帪娫儘僗偑偱傑偣傫偹両 |
 |
屻擔丄敳偄偰偄偒傑偡丅 擲搚傗丄墫價僔乕僩傪摍傪奜偟傑偡丅 僀儞儅僯傪彮偟偢偮丄嬒摍偵堷偒敳偄偰峴偒傑偡丅 偳偆偟偰傕價僋偲傕偟側偄応崌偼丄嵶偄僪儔僀僶乕摍偱僔儕僐儞偲僀儞儅僯偺娫傪奐偗偰傗傝丄偦偙偵弫妸嵻側偳傪拲擖偝偣傟偽偡傋傝傗偡偔側傝丄敳偔偙偲偑偱偒傞偲巚偄傑偡丅 椡擟偣偵堷偒敳偔偲僔儕僐儞偑妱傟傞壜擻惈偑偁傝傑偡丅 崱夞丄僈僗働僢僩傪晅偗偢偵僙僢僩偟偰偄傑偡丅 偙傟偱丄僿僢僪柺偲僀儞儅僯柺偺僣儔偺寗娫傕僠僃僢僋偱偒傑偡丅 僔儕僐儞偑傊傫側曽岦偵棳傟偰偄傟偽丄愝抲柺偵寗娫偑偁傞偙偲偵側傝傑偡偹丅 幚嵺偼丄僈僗働僢僩偑擖傝傑偡偺偱丄偝傎偳栤戣偱偼偁傝傑偣傫丅 悈寠偱傕偁傝傑偣傫偟丅(^^;) |
 |
僀儞儅僯偑敳偗傑偟偨丅壗偐偍偐偟偄偱偡偹丅乮徫乯 偮偯偄偰丄億乕僩懁傕敳偒傑偡丅 墴偟弌偡曽岦偱偼側偔丄堷偒敳偔曽岦偱堷偭挘傝傑偡丅 擱從幒懁偐傜丄僜働僢僩側偳偱墴偟偰傗傝丄億乕僩擖傝岥懁偐傜堷偭挘傝傑偡丅偙偺偲偒傕弫妸嵻傪巊偭偰傕峔偄傑偣傫丅 |
 |
慡晹堷偒敳偒傑偟偨両両側傫偐丄徫偊傞偺偼巹偩偗丠丠 係杮偲傕摨偠宍偱偡偺偱丄堦杮敳偗偨傜丄偡偖婥摏斣崋傪彂偄偰偍偔偙偲傪姪傔傑偡丅 偲傝偁偊偢丄婰擮嶣塭両 |
 |
墶偐傜傒偨強偱偡丅 側傫偐丄偄傗傜偟偔側偄偱偡偐丠丠丠巹偩偗丠丠 抝惈偺僔儞儃儖偵尒偊傞傛偆側丒丒丒(*^_^*) 嵍懁偺儁儞偱娵埻傒偟偰傞偺偼丄侾斣偺僄傾庢傝擖傟僾儔僌偺埵抲偱偡丅 巹偺僔乕僩儕儞僌偼丄傑偩僇僢僩偟偰偄側偄偺偱傑偭偡偖偱偡偹両幚嵺丄僔乕僩僇僢僩偝傟偰偄傟偽丄傕偭偲敳偗偵偔偄偺偱媡懁乮擱從幒懁偵岦偐偭偰乯偵墴偟弌偟偨傎偆偑偄偄偺偐側丠丠 偱傕丄儔儉億乕僩乮俙俢億乕僩乯亖僗儘乕僩偵岦偐偭偰彊乆偵嫹偔側傞億乕僩宍忬偩偭偨傜丄柍棟偦偆偱偡偟丅 椪婡墳曄偵懳墳偟偰偔偩偝偄丅 偦傟傛傝丄僀儞儅僯偲僿僢僪偺偮側偓栚偵拲栚偟偰偔偩偝偄両 偙傟偩偗偺抜嵎偑僲乕儅儖偵偼偁傞傫偱偡丅 側偤偩傠偆丠偲悇應偟傑偟偨丅寢榑偼丄僗僞僢僪儃儖僩偺愙懕岆嵎偑弌偨応崌偱傕丄娗楬偵媡懁乮掞峈偵側傝撪宎偑嵶偔側傞乯偺抜嵎偑偱偒傞偺傪傆偣偖偨傔偵僿僢僪擖傝岥傪奼偘偰偄傞偺偱偼側偄偐丠丠偲悇應偟傑偡丅 傕偪傠傫丄僈僗働僢僩偺抜嵎傕摨條偱偡丅 |
 |
僄僉僝乕僗僩懁傕摨條偵嶌嬈偟偰偄偒傑偡丅 扙帀偟偨偁偲丄僈僀僪偺寠偲僾儔僌寠傪僙儘僴儞僥乕僾偱嵡偓傑偡丅 墫價僔乕僩傪崱搙偼丄係侽倣倣偵僇僢僩偟偰愝抲偟丄忋偐傜僙儘僴儞僥乕僾偱屌掕偟傑偡丅 |
 |
偦偺屻丄桘擲搚偱屌掕偟傑偟偨丅 僄僉僝乕僗僩懁偼丄億乕僩偐傜捈愙僞僐傾僔偵側傝傑偡偺偱丄僿僢僪柺偑幬傔偵側傝傑偡丅 偦偺娭學偱幬傔偺柺偑悈暯乮儗儀儖乯偵側傞傛偆偵丄搚戜傪屌掕偟傑偡丅偦偺応崌傕墌宍婥朅娗偱妋擣偟偰偄傑偡丅 僔儕僐儞偺棳偟崬傒帪傗怳摦掱搙偱搢傟偨傝偟側偄傛偆偵僿僢僪傪偒偪傫偲屌掕偝偣傑偟傚偆両両 |
 |
僔儕僐儞偺棳偟崬傒偑姰椆偟傑偟偨丅 傕偪傠傫擖傟傞慜偵丄億乕僩撪暻傊丄僔儕僐儞僗僾儗乕傪晅拝偝偣偰偍偔偙偲傪朰傟側偄傛偆偵偟偰偔偩偝偄丅 |
 |
敿擔埲忋抲偄偨屻偱丄僔儕僐儞傪敳偒傑偡丅 擲搚傗丄僙儘僴儞傪奜偟偰丄愭偵婥摏斣崋傪擖傟偰偍偒傑偡丅 |
 |
僔儕僐儞偲僿僢僪偺娫偵弫妸嵻傪擖傟偰妸傝傗偡偔偟丄擱從幒懁偐傜僜働僢僩傪巊偭偰墴偟弌偟偰偄傑偡丅 |
 |
攔婥億乕僩偺宆敳偒偑姰椆偟傑偟偨丅 偳偆偟偰傕丄僔乕僩儕儞僌偺傾僑偺晹暘偼丄僔儕僐儞偑妱傟偨傝偟傑偡偑丄僔儕僐儞僔乕儔乕儃儞僪摍偱愙拝偟偰丄尦偵栠偣偽栤戣側偄偲巚偄傑偡丅 寁應偵偼塭嬁偁傝傑偣傫丅 億乕僩壓晹偺廲僗僕俁杮偑丅丅丅僀儎傜偟偄側乣乮徫乯 |
 |
宆偳傝偑姰椆偟傑偟偨丅 拞墰偺娵偄傕偺偼丄崱夞怴偟偔擖傟傞梊掕偺僗僷僀僟乕梡偺僺僗僩儞偱埑弅斾偑侾侽丏侽偵側傞傕偺偱偡丅 嬻偄偨帪娫偵丄僺僗僩儞僩僢僾宍忬傕僔儕僐儞偱宆敳偒偟偰傒傑偟偨丅 僺僗僩儞僿僢僪偺宍忬偑僼儔僢僩偺傕偺偵丄偙偩傢偭偨寢壥丄偆傑偄偙偲偵僗僷僀僟乕梡傪棳梡偱偒傑偡丅 擱從宍忬傪峫偊偰傕丄側傞傋偔僺僗僩儞僩僢僾偼僼儔僢僩偑偄偄傫偱偡傛偹乣乣丅 偙偺僙僢僩傪壠傑偱帩偪婣傞帪丄摴楬偵棊偲偟偨傝偟偰丄徟傝傑偟偨丅傊傫側徟傝偱偡丅(^_^;) 彈偠傖側偔偰傛偐偭偨乣乣丅乮徫乯偟偮偙偄偱偡偹丅(^_^;) |
 |
僀儞僥乕僋懁俹揰偺應掕晽宨偱偡丅 應掕売強側偳偺徻嵶偼丄壓偺曽偱恾柺偱愢柧偟偰偄傑偡丅 摨偠傛偆偵丄僄僉僝乕僗僩懁傕應掕偟偰偄偒傑偡丅 |
 |
僀儞僥乕僋懁俠抧揰偺應掕晽宨偱偡丅 應掕売強側偳偺徻嵶偼丄壓偺曽偱恾柺偱愢柧偟偰偄傑偡丅 摨偠傛偆偵丄僄僉僝乕僗僩懁傕應掕偟偰偄偒傑偡丅 |
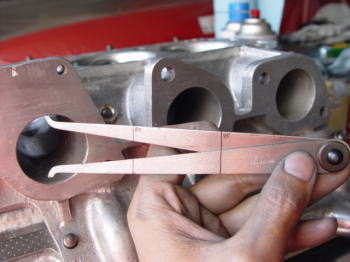 |
偙傟偼丄僔儕僐儞宆應掕偼巊偊側偄偲敾抐偟丄撪宎應掕梡偺愱梡岺嬶乽撪僷僗乿偵傛傝應掕僨乕僞傪庢傝側偍偟偰偄傞偲偙傠偱偡丅 徻偟偔偼丄壓偺曽偱愢柧偟偰偄傑偡丅 應掕抧揰偺挿偝偑傢偐傞傛偆偵丄撪僷僗偺懁柺偵儅僕僢僋偱儔僀儞傪堷偄偰偄傑偡丅 |
 |
偮偄偱嶌嬈偺徯夘偱偡丅 僗僞僢僪儃儖僩偼丄僟僀僗偱僱僕傪愗傝捈偟偟傑偡偑丄 僄儞僕儞懁偺僗僞僢僪儃儖僩憓擖懁傕僱僕傪愗傝傑偡丅 僞僢僾儂儖僟乕偱偒傟偄偵僱僕嶳傪嶌傝傑偡丅 僀儞儅僯懁偼傕偪傠傫丄僄僉儅僯懁偼摿偵崅壏偵側傝丄僗僞僢僪儃儖僩偑敳偗偵偔偔側傝傑偡偺偱丄偙偆偄偆嶌嬈偼廳梫偱偁傞偲峫偊傑偡丅 |
 |
僀僇傟偨巹偺偮偄偱嶌嬈偱偡丅 愭擔徯夘偟偨丄偮偄偱嶌嬈偼丄僀儞儅僯偺僒乕儌僗僞僢僩僉儍僢僾偺嬀柺杹偒偱偟偨丅乮夋憸塃庤慜乯 偦偟偰崱夞丄僀儞僥乕僋儅僯儂乕儖僪帺懱偺嬀柺巇忋偘傕姰椆偟傑偟偨丅 偲尵偭偰傕丄僀儞僥乕僋億乕僩懁偼丄嬀柺偵偟偰偄傑偣傫偺偱両 僋乕儔儞僩儔僀儞懁偩偗偱偡傛乣乣丅乮廩暘僀僢偰傞丠(^_^;) 僶僇娵弌偟偱偡丅(*^_^*) 徫偭偰嫋偟偰丅偭偰姶偠偱偡丅 |
偭偰偙偲偱丄妝偟偄僔儕僐儞偵傛傞宆敳偒傕姰椆偟傑偟偨偺偱丄宍忬傪應掕偟偰偄偒偨偄偲巚偄傑偡丅
傑偢偼丄僀儞僥乕僋懁偐傜應掕偟偰傒傑偟傚偆両両
昞偵偟偰傒傑偟偨両
僀儞僥乕僋懁億乕僩撪宎應掕僨乕僞
| 僔儕僐儞宆敳偒偵傛傞億乕僩宍忬應掕僨乕僞乮扨埵倣倣乯 | ||||
| 僀儞僥乕僋懁 | 侾斣億乕僩 | 俀斣億乕僩 | 俁斣億乕僩 | 係斣億乕僩 |
| 俙 | 俁俋丏俆 | 俁俋丏俆 | 俁俋丏俆 | 俁俋丏俆 |
| 俛 | 俁俆丏俁 | 俁俇丏侽 | 俁俇丏俈 | 俁俇丏俁 |
| 俠 | 俁俀丏俇 | 俁俀丏俈 | 俁俁丏侽 | 俁俁丏侽 |
| 俢 | 俁俇丏侽 | 俁俆丏俁 | 俁俇丏俇 | 俁俇丏俈 |
| 俤 | 俁俉丏俋 | 俁俉丏俋 | 俁俋丏侽 | 俁俋丏侽 |
| 俹揰 | 俁俁丏俋 | 俁俁丏俇 | 俁俁丏俆 | 俁係丏侽 |
| 僔儕僐儞偱宍忬傪宆敳偒偟丄偦傟傪寁應偟偨偑幚嵺偺億乕僩悢抣傛傝傕庒姳彫偝偄悢抣偲偟偰寁應偝傟傞偙偲偑暘偐偭偨丅偦偺偨傔丄偙偺悢抣偼巊偊側偄偲敾抐偟傑偟偨丅 偙傟偼丄僔儕僐儞偵僲僊僗傪愙怗偝偣偰傕丄偦偺傑傑抏惈偵傛傝弅傔偰應掕偟偰偟傑偆偙偲偵傛傞傕偱偁傞偲傕悇應偟傑偡丅偦偺懠丄僔儕僐儞偺惈幙揑側偙偲傕峫偊傜傟傑偡丅偙傟偱偼惓妋側悢抣傪寁應偱偒傑偣傫偹乣丅乮巹帺恎偺應掕岆嵎傕丄傕偪傠傫偁傝傑偡偑丅(^^;) |
||||
偭偰偙偲偱丄幚應偑堦斣惓妋偩偲敾抐偟傑偟偨偺偱丄摉弶偐傜峸擖偟偰偄偨乽撪僷僗乿
偱寁應偟偰傒傞偙偲偵偟傑偟偨丅
| 撪僷僗偵傛傞幚應應掕僨乕僞丂乮扨埵倣倣乯 | ||||
| 僀儞僥乕僋懁 | 侾斣億乕僩 | 俀斣億乕僩 | 俁斣億乕僩 | 係斣億乕僩 |
| 俙 | 俁俋丏俈俉 | 俁俋丏俋俈 | 俁俋丏俉俆 | 俁俋丏俈俉 |
| 俛 | 俁俇丏俇侽 | 俁俈丏俁俀 | 俁俈丏俈侾 | 俁俈丏係俆 |
| 俠 | 俁俁丏係俁 | 俁俁丏侾俇 | 俁俁丏俁係 | 俁俁丏俁俋 |
| 俢 | 俁俆丏俋侾 | 俁俆丏俇俉 | 俁俇丏俉侽 | 俁俇丏俇俉 |
| 俤 | 俁俋丏俀侽 | 俁俋丏俀侽 | 俁俋丏俀侽 | 俁俋丏俀侽 |
| 俹揰 | 俁係丏俁俆 | 俁俁丏俋侽 | 俁俁丏俈俇 | 俁係丏侾侾 |
| 偙偪傜偼丄撪僷僗偵傛偭偰丄捈愙寁應偟偨傕偺丅 偦傟傪僨僕僞儖僲僊僗偵傛傝丄侾侽侽暘偺侾傑偱撉傒偲偭偨僨乕僞偱偁傞丅偙偪傜偺悢抣偑怣梡偱偒傞偺偱崱夞偼丄偙偺悢抣傪尦偵廋惓尋杹傪専摙偟偨丅 |
||||
抐柺宍忬傪恾柺偵偟偰傒傑偟偨丅僀儞儅僯擖傝岥傪侽倣倣偲偟偰丄捛壛嫍棧偱
應掕売強傪昞帵偟偰偄傑偡丅
偙偺抐柺宍忬偱栤戣偵側傞偺偼丄俛應揰偱偡丅
俛應揰埲奜偼丄偦傟偧傟寁應偡傟偽丄偦傟偱偄偄偺偱偡偑丄俛應揰偼丄娫偵僀儞僥乕僋儅僯儂乕儖僪偺僈僗働僢僩偑擖傞偺偱偡丅
忋壓曽岦側偺偱僈僗働僢僩偺岤傒偼丄應掕売強偺捛壛嫍棧偵侾倣倣僾儔僗偡傞偖傜偄偺偙偲偱偡偑丄偦傟偱偼側偔丄僀儞儅僯傪屌掕偡傞僗僞僢僪儃儖僩偵丄屌掕売強偱悢抣偵岆嵎偑弌傞偺偱偡丅
梫偡傞偵丄屌掕偺巇曽師戞偱撪宎偑曄傢偭偰偔傞偺偱偡丅
幚嵺偵丄寁應偟偰傒傑偟偨丅幚幵偵僙僢僩偝傟偨忬懺傪憐掕偟偰丄忋壓曽岦傪愢柧偟傑偡丅
僀儞儅僯傪僗僞僢僪儃儖僩偵捠偟偨忬懺偱忋偵堷偒忋偘曽岦偱屌掕偟偨傕偺偲丄壓懁偵壓偘偨忬懺偱屌掕偟偨暔偱偡丅
係婥摏拞丄嵟彫偱侽丏係倣倣丅嵟戝偱侾倣倣偺撪宎岆嵎偑敪惗偟傑偟偨丅
偙偆偄偆憰拝岆嵎傪峫偊偰丄僀儞僥乕僋懁偺僿僢僪擖傝岥偼丄僥乕僷乕宍忬偵奼戝偟偰丄僀儞儅僯偲偺抜嵎偑弌棃偰掞峈偵側傞偙偲傪旔偗傞偨傔偵偦偆偄偆壛岺傪偟偰偁傞偺偱偼側偄偐丠丠偲偄偆悇應傪偟傑偟偨丅僿僢僪億乕僩懁偑戝偒偄暘偵偼丄億乕僩偺拞傪捠傞崿崌婥宎偼彫偝偔側偭偨傝丄掞峈偵偼側傜側偄偐傜偱偡丅
偱偡偐傜丄僀儞儅僯偺僈僗働僢僩偺抜嵎偺僠僃僢僋傪偟偰乽栤戣側偄乿偲巚偭偰偄偰傕丄憰拝帪偵僀儞儅僯屌掕埵抲師戞偱偼撪懁偵抜嵎偑偱偒偰偟傑偆偙偲傕偁傞偺偱偡丅
巹偼丄偦傟傕峫椂偟偰丄僈僗働僢僩偺億乕僩宎晹暘傕幬傔偵僇僢僩偟傑偡丅僗僞僢僪儃儖僩偺拞偱偆偛偔斖埻偱偳偭偪偵摦偄偰傕拞偱抜嵎偑弌棃側偄傛偆偵妋擣偟偰偍偒傑偡丅
偙偺偙偲傪摜傑偊偨忋偱丄撪宎傪應掕偟丄僀儞儅僯傪忋偘偨忬懺偺曽偑岆嵎偑彫偝偄偺偱丄巹偼偦傟偱屌掕偟丄俛抧揰偺忋壓曽岦偺撪宎偲偟偰應掕偟偰偄傑偡丅
僕儏儕傾偺応崌偼丄僋乕儔儞僩儔僀儞傕僀儞儅僯偵捠偭偰偄傞偺偱丄塼懱僈僗働僢僩傪暪梡偟傑偡偺偱丄堦夞屌掕偡傟偽丄憱峴偱僘儗偨傝偡傞偙偲偼柍偄偱偁傠偆偲悇應偟傑偡丅乮偱傕僈僗働僢僩偼僘儗偰傕偄偄傛偆偵妋擣偟偰偄傑偡乯
應掕偟偨僨乕僞傪愜傟慄僌儔僼偵偟偰尒傑偟偨丅伀

偙傟偩偗偺僨乕僞傪尦偵丄埲壓偺悢抣偵尷傝側偔嬤偔側傞傛偆偵丄係婥摏暘傪
廋惓尋杹偡傞丅
| 僀儞僥乕僋懁 | 俙應揰 | 俛應揰 | 俠應揰 | 俢應揰 | 俤應揰 | 俹揰 |
| 廋惓尋杹愝掕 悢抣乮倣倣乯 |
俁俋丏俋俈 | 俁俈丏俈侾 | 俁係丏侽侽 | 俁俈丏侽侽 | 俁俋丏俀侽 | 俁係丏俁俆 |
僄僉僝乕僗僩懁億乕僩撪宎應掕僨乕僞
| 僔儕僐儞宆敳偒偵傛傞億乕僩宍忬應掕僨乕僞乮扨埵倣倣乯 | ||||
| 僄僉僝乕僗僩懁 | 侾斣億乕僩 | 俀斣億乕僩 | 俁斣億乕僩 | 係斣億乕僩 |
| 俙 | 俁侾丏俋 | 俁侾丏俋 | 俁俀丏侽 | 俁俀丏侽 |
| 俛 | 俁俀丏俀 | 俁侾丏俈 | 俁侾丏俉 | 俁俀丏侽 |
| 俠 | 俁俁丏俀 | 俁俁丏俀 | 俁俁丏俀 | 俁俁丏俀 |
| 俹揰 | 俁侽丏侾 | 俁侽丏侾 | 俁侽丏係 | 俁侽丏係 |
| 僀儞僥乕僋懁偲摨偠棟桼偱丄巊偊傞僨乕僞偱偼偁傝傑偣傫丅 | ||||
僄僉僝乕僗僩懁傕乽撪僷僗乿偱丄寁應偟偰偄傑偡丅
| 撪僷僗偵傛傞幚應應掕僨乕僞丂乮扨埵倣倣乯 | ||||
| 僄僉僝乕僗僩懁 | 侾斣億乕僩 | 俀斣億乕僩 | 俁斣億乕僩 | 係斣億乕僩 |
| 俙 | 俁俀丏俆侽 | 俁俀丏侾俋 | 俁俀丏俀侽 | 俁俀丏侽俀 |
| 俛 | 俁俀丏俆俆 | 俁俁丏侾俀 | 俁俁丏侽俁 | 俁俁丏侽俁 |
| 俠 | 俁俁丏侾俉 | 俁俁丏侾俉 | 俁俁丏侾俉 | 俁俁丏侾俉 |
| 俹揰 | 俁侽丏俉俉 | 俁侽丏俁侽 | 俁侽丏係侾 | 俁侽丏俈俋 |
| 僄僉僝乕僗僩懁偵偮偄偰傕丄撪僷僗偵傛偭偰丄捈愙寁應偟偨傕偺丅 崱夞偼丄偙偺悢抣傪尦偵廋惓尋杹傪専摙偟偨丅 |
||||
抐柺宍忬傪恾柺偵偟偰傒傑偟偨丅僄僉儅僯擖傝岥傪侽倣倣偲偟偰丄捛壛嫍棧偱
應掕売強傪昞帵偟偰偄傑偡丅塃偐傜嵍偱偡丅
僄僉僝乕僗僩懁偼丄僀儞儅僯偺傛偆側拲堄揰偼偁傝傑偣傫偹丅
嫍棧傕抁偄偱偡偺偱丄俁揰偲俹揰偵偟偰偄傑偡丅
偙傟傜偺埵抲偼丄僕儏儕傾偺僠儏乕僯儞僌儅僯儏傾儖偺應掕揰傪嶲峫偵偟偰偄傑偡丅
應掕偟偨僨乕僞傪愜傟慄僌儔僼偵偟偰尒傑偟偨丅伀

偦偺戙傢傝偵丄僄僉儅僯偲偟偰廳梫側栤戣偑偁傝傑偡丅
崱夞丄僀儞儅僯懁偼丄僉儍僽岥宎傪係侽僷僀偲偟偰偄傑偡偺偱丄僀儞儅僯傗億乕僩傪戝暆側奼戝壛岺偼幚巤偟傑偣傫丅
偨偩偟丄僞僐傾僔偼丄崱夞曄峏偟傑偡両
徻偟偔偼丄師夞偺億乕僩尋杹帪偵曬崘偟傑偡偑丄僞僐傾僔偺擖傝岥偺撪宎偑俁俈倣倣偁傞偺偱偡両
傕偪傠傫丄僄僉儅僯僈僗働僢僩偺宎傕奼戝廋惓偟傑偡偑丄攔婥億乕僩偺弌岥偺宎乮俙應揰乯偺悢抣傪尒偰傕傢偐傞傛偆偵丄尰嵼偼丄俁俀倣倣挻偖傜偄偟偐側偄偺偱偡丅偭偰偙偲偼丄僞僐傾僔偲偺愙揰偱媫寖偵岥宎偑峀偑傞偙偲偵側傝傑偡丅
偙傟偼丄姷惈攔婥傗丄憒婥丄攔婥撪埑傪峫椂偡傞偲丄偦偺傑傑偵偡傞傢偗偵偼峴偒傑偣傫偹丅
偦傟偱丄俛應揰晅嬤偼偁傑傝奼戝偟側偄偱丄捈慄偵側偭偰峴偔晹暘偐傜丄僞僐傾僔撪宎偵崌傢偣偰嶤傝晅偗偰奼戝偟偰偄偒傑偡丅
偦偺偨傔丄嵍偺僌儔僼偱偼丄廋惓尋杹偺斖埻偑僼儔僢僩偖傜偄側偭偰偄傑偡丅埲慜偑僗儘乕僩偩偗傪奼戝尋杹偝傟偰偄偨偺偱億乕僩晹暘傕奼戝偡傞偙偲偵側傝傑偡丅揾傝偮傇偟偺晹暘偱偡丅
側偤丄僞僐傾僔擖傝岥偺撪宎偑俁俈倣倣偐偲偄偆偲丄偙傟偼丄摉帪偺傾儖僼傽僠儏乕僯儞僌梡摍挿僞僐傾僔偲偟偰丄僨乕僞偑偁傞偺偱偡丅崱夞偼丄偦偺僨乕僞傪嵞尰偟偰丄斕攧偝傟偨俽俼俽乮幝揷儗乕僔儞僌乯偝傫偺摍挿僞僐傾僔傪僙僢僩偡傞偙偲偵側傝傑偡丅
巹偺僕儏儕傾偼丄僲乕儅儖亄兛掱搙偱偡偺偱丄係亅俀亅侾偺僄僉僝乕僗僩僔僗僥儉偺曽偑掅丄拞懍僩儖僋憹戝偵峷專偱偒傞偲偺敾抐偱僞僐傾僔傪扵偟偨寢壥丄偦偺僞僐傾僔偑堦斣儀僗僩偱偁傞偲敾抐偟傑偟偨丅
徻嵶偼丄師夞偍揱偊偟傑偡丅
偙傟偩偗偺僨乕僞傪尦偵丄埲壓偺悢抣偵尷傝側偔嬤偔側傞傛偆偵丄係婥摏暘傪
廋惓尋杹偡傞丅
| 僄僉僝乕僗僩懁 | 侽倣倣揰 僿僢僪幬嫍棧 |
侽倣倣揰拞怱 墶曽岦 |
俙應揰 | 俛應揰 | 俠應揰 | 俹揰 |
| 廋惓尋杹愝掕 悢抣乮倣倣乯 |
係侾丏侽侽 | 俁俈丏侽侽 | 俁俁丏侽 | 俁俁丏侾俀 | 俁俁丏侾俉 | 俁俀丏侽侽 |
埲忋丄偙偺傛偆偵尋杹偟偰偄偒傑偡丅
傕偆堦搙尵偄傑偡偑丄偙傟偼巹偺庡娤偱偁傝丄帺暘偱寢榑傪弌偟偰壛岺偡傞傕偺偱偁傝丄
幚尡僨乕僞傗幚愌傪敽偭偨傕偺偱偼偁傝傑偣傫丅
傛偭偰丄娫堘偭偨峫偊偰偁傞壜擻惈傪帩偭偰偄傑偡丅
帺屓敾抐偵傛傝丄嶌嬈偝傟傞偙偲傪嫮偔悇彠偟傑偡丅
偝偁乣乣両僨乕僞偼懙偄傑偟偨両
偁偲偼丄偳偆杹偔偐偱偡両両両
岊偆偛婜懸両